
Makinang Panghinang sa Lugar ng Pag-iimbak ng Enerhiya
Ang energy storage spot welding machine ay isang aparato na gumagamit ng mga energy storage capacitor upang maglabas ng init at makamit ang spot welding connection ng mga metal na bahagi. Malawakang ginagamit ito sa mga larangan tulad ng paggawa ng baterya, mga elektronikong bahagi, at mga piyesa ng sasakyan.
| Dimensyon ng Paghahambing | Spot Welder para sa Pag-iimbak ng Enerhiya | Tradisyonal na AC/DC Spot Welder |
| Pinagmumulan ng Enerhiya | Paglabas ng kapasitor na nag-iimbak ng enerhiya (uri ng pulso): Nag-iimbak ng enerhiya mula sa grid patungo sa mga kapasitor sa pamamagitan ng mabagal na pag-charge at agad na naglalabas ng pulsed energy habang nagwe-welding. | Direktang suplay ng kuryente sa grid (tuloy-tuloy na uri): Kumukuha ng kuryente mula sa grid nang tuluy-tuloy habang nagwe-welding, umaasa sa matatag na boltahe ng grid. |
| Oras ng Pag-welding | Antas ng milisegundo (1–100 ms): Nakukumpleto ang hinang sa napakaikling panahon na may napakababang init na ipinapasok. | Daan-daang millisecond hanggang segundo: Medyo mabagal na proseso ng hinang na may halatang akumulasyon ng init. |
| Sona na Naapektuhan ng Init (HAZ) | Maliit: Ang konsentradong enerhiya at maikling oras ng pagkilos ay nagreresulta sa makikipot na mga hinang at kaunting thermal deformation, na angkop para sa mga precision component. | Mas Malaki: Ang patuloy na pag-init ay maaaring magdulot ng lokal na mataas na temperatura sa mga workpiece, na posibleng humantong sa deformation o annealing. |
| Epekto ng Grid | Mababa: Ang matatag na kuryente habang nagcha-charge (hal., phased charging), at ang panandaliang pulsed current habang nagwe-welding ay nagdudulot ng kaunting pagbabago-bago sa grid. | Mataas: Ang biglaang mataas na kuryente (hanggang sampu-sampung libong amperes) habang hinang ay maaaring magdulot ng biglaang pagbaba ng boltahe ng grid, na nangangailangan ng isang nakalaang sistema ng pamamahagi ng kuryente. |
| Mga Senaryo ng Aplikasyon | Mga bahaging manipis ang dingding (hal., 0.1–2 mm na metal foil, mga lead ng elektronikong bahagi), mga kinakailangan sa mataas na katumpakan (hal., lithium battery tab welding), mga awtomatikong linya ng produksyon (tugma sa mga high-speed welding robot). | Pagwelding ng makapal na plato (hal., mga platong bakal na higit sa 3 mm), mga senaryo ng hindi tuluy-tuloy na produksyon (hal., pagpapanatili, pagproseso sa maliliit na batch), at mga okasyon na may mababang kinakailangan para sa bilis ng pagwelding. |

Heltec Buong Saklaw ng Spot Welder
Spot Welder ng Baterya 01 Series

HT-SW01A

HT-SW01A+

HT-SW01B

HT-SW01D

HT-SW01H
Spot Welder ng Baterya Seryeng 02/03

HT-SW02A

HT-SW02H

HT-SW03A

HT-SW33A

HT-SW33A++
Makinang Panghinang gamit ang Laser

Makinang Panghinang ng Laser na Cantilever

Makinang Panghinang na May Hawak na Laser

Makinang Panghinang na May Hawak na Laser
Mga Kagamitan sa Spot Welding - Spot Welding Head

Pneumatic Flat Welding Head

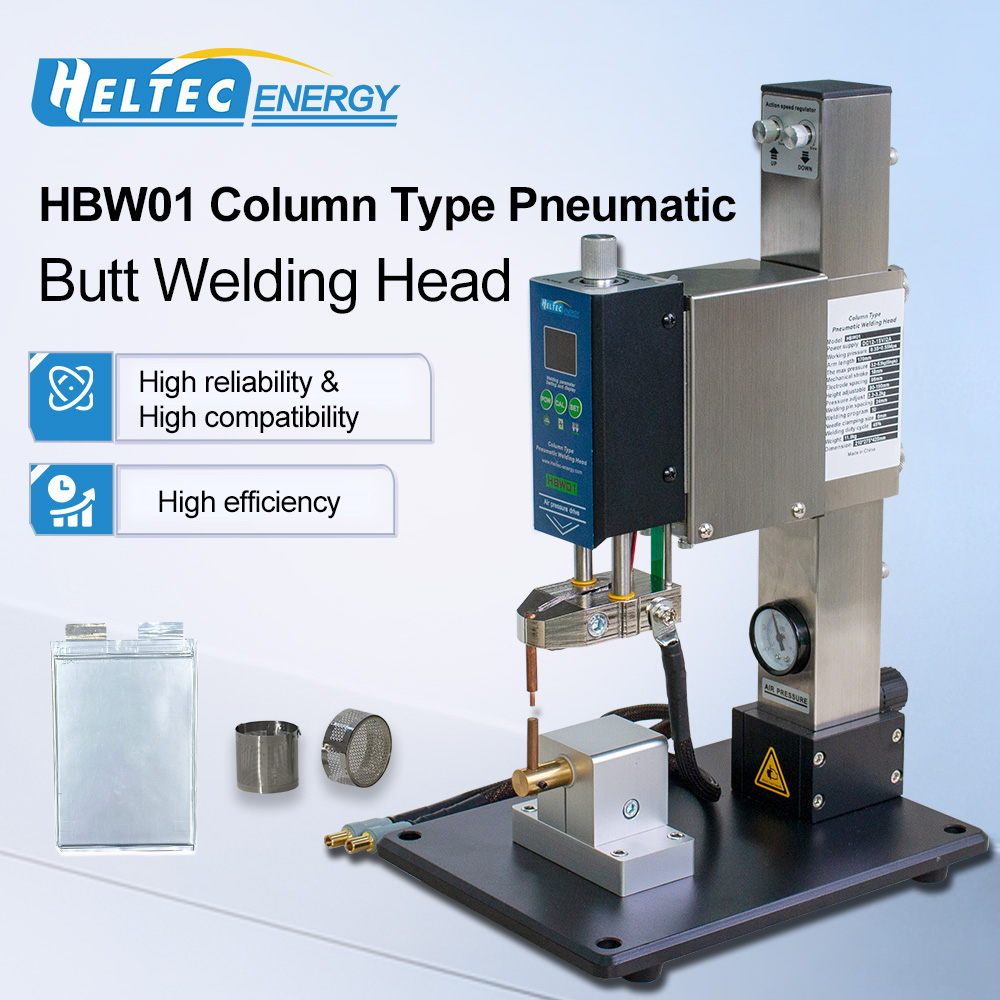
Pneumatic Butt Welding Head
Mga kalamangan sa teknikal
Matipid at mahusay sa enerhiya:Mababang agarang konsumo ng kuryente mula sa power grid, mataas na power factor, kaunting epekto sa power grid, at nakakatipid ng enerhiya.
Magandang kalidad ng hinang:Ang mga punto ng hinang ay matatag, walang pagkawalan ng kulay, nakakatipid sa proseso ng pagpapakintab at mataas na kahusayan; Ang boltahe ng output ay matatag at may mahusay na pagkakapare-pareho, na maaaring matiyak ang pagkakapare-pareho ng epekto ng produktong hinang.
Mahabang buhay ng elektrod:Kung ikukumpara sa mga tradisyunal na spot welding machine, ang buhay ng electrode ay maaaring pahabain nang higit sa doble, na nagpapababa sa gastos ng paggamit.
Malakas na kakayahang umangkop:Malawakang naaangkop sa mga materyales sa hinang, angkop para sa mga non-ferrous na metal at mga materyales na haluang metal tulad ng tanso, aluminyo, hindi kinakalawang na asero, nickel, atbp; May mahusay na kakayahang umangkop sa mga piraso ng trabaho na may iba't ibang kapal at hugis.
Talahanayan ng Pagpili ng Modelo
| SKU | HT-SW01A | HT-SW01A+ | HT-SW01B | HT-SW01D | HT-SW01H | HT-SW02A | HT-SW02H | HT-SW03A | HT-SW33A | HT-SW33A+ |
| Prinsipyo | Imbakan ng enerhiya ng DC | Imbakan ng enerhiya ng DC | Imbakan ng enerhiya ng DC | Imbakan ng enerhiya ng DC | Imbakan ng enerhiya ng DC | Imbakan ng enerhiya ng DC | Imbakan ng enerhiya ng DC | Transpormador ng AC | Imbakan ng enerhiya ng DC | Imbakan ng enerhiya ng DC |
| Lakas ng Pag-output | 10.6KW | 11.6KW | 11.6KW | 14.5KW | 21KW | 36KW | 42KW | 6KW | 27KW | 42KW |
| Kasalukuyang Output | 2000A (Max.) | 2000A (Max.) | 2000A (Max.) | 2500A (Max.) | 3500A (Max.) | 6000A (Max.) | 7000A (Max.) | 1200A (Max.) | 4500A (Max.) | 7000A (Max.) |
| Mga Karaniwang Kagamitan sa Paghinang | 1.70A(16mm²) split welding pen; | 1.70B(16mm²) na pinagsamang panulat para sa hinang; | 1.70B(16mm²) na pinagsamang panulat para sa hinang; | 1.73B(16mm²) na pinagsamang panulat para sa hinang; | 1.75 (25mm²) na split welding pen; | 75A(35mm²) split welding pen | 1. 75A(50mm²) split welding pen | 1.73B(16mm²)pinagsamang panulat para sa hinang; | A30 Aparato para sa pneumatikong spot welding. | A30 Aparato para sa pneumatikong spot welding. |
| Purong hinang na nikel | 0.1~0.15mm | 0.1~0.15mm | 0.1~0.2mm | 0.1~0.3mm | 0.1~0.4mm | 0.1~0.5mm | 0.1~0.5mm | 0.1~0.2mm | 0.15~0.35mm | 0.15~0.35mm |
| Pagwelding ng nickel plating | 0.1~0.2mm | 0.1~0.25mm | 0.1~0.3mm | 0.15~0.4mm | 0.15~0.5mm | 0.1~0.6mm | 0.1~0.6mm | 0.1~0.3mm | 0.15~0.45mm | 0.15~0.45mm |
| Purong hinang na nikel | / | / | / | / | / | 0.1~0.2mm | 0.1~0.3mm | / | 0.1~0.2mm | 0.1~0.2mm |
| Hinang na sheet ng composite na nickel aluminum | / | / | / | / | 0.1~0.15mm | 0.1~0.2mm | 0.15-0.4mm | / | 0.1~0.3mm | 0.1~0.3mm |
| Pagwelding ng tanso LFP Elektrod na tanso (may flux) | / | / | / | / | / | 0.1~0.3mm | 0.15~0.4mm | / | 0.1~0.3mm | 0.1~0.3mm |
| Suplay ng Kuryente | AC 110~220V | AC 110~220V | AC 110~220V | AC 110~220V | AC 110~220V | AC 110 o 220V | AC 110 o 220V | AC 110 o 220V | AC 110 o 220V | AC 110 o 220V |
| Boltahe ng Output | DC 5.3V (Max.) | DC 6.0V (Max.) | DC 6.0V (Max.) | DC 6.0V (Max.) | DC 6.0V (Max.) | DC 6.0V (Max.) | DC 6.0V (Max.) | DC 6.0V (Max.) | DC 6.0V (Max.) | DC 6.0V (Max.) |
| Kasalukuyang Pag-charge ng Imbakan ng Enerhiya | 2.8A (Max.) | 2.8A (Max.) | 4.5A (Max.) | 4.5A (Max.) | 6A (Max.) | 15A (Max.) | 15A (Max.) | Hindi kailangan ng pag-charge | 15A -20A | 15A -20A |
| Unang Oras ng Pag-charge | 30~40 minuto | 30~40 minuto | 30~40 minuto | 30~40 minuto | Mga 18 minuto | Mga 18 minuto | Mga 18 minuto | Hindi kailangan ng charge, isaksak para magamit | Mga 18 minuto | Mga 18 minuto |
| Mode ng Pag-trigger | AT: Awtomatikong gatilyo ng induction | AT: Awtomatikong gatilyo ng induction | AT: Awtomatikong gatilyo ng induction | AT: Awtomatikong gatilyo ng induction | AT: Awtomatikong gatilyo ng induction | AT: Awtomatikong gatilyo ng induction | AT: Awtomatikong gatilyo ng induction | MT: Gatilyo ng pedal ng paa | MT: Gatilyo ng pedal ng paa | MT: Gatilyo ng pedal ng paa |
| Tungkulin sa Pagsukat ng Resistance sa On-resistance/Nickel Sheet | × | × | × | × | × | × | √ | × | × | × |
| Tungkulin sa Pagsubok ng Boltahe | × | √ | × | × | × | × | × | × | × | × |




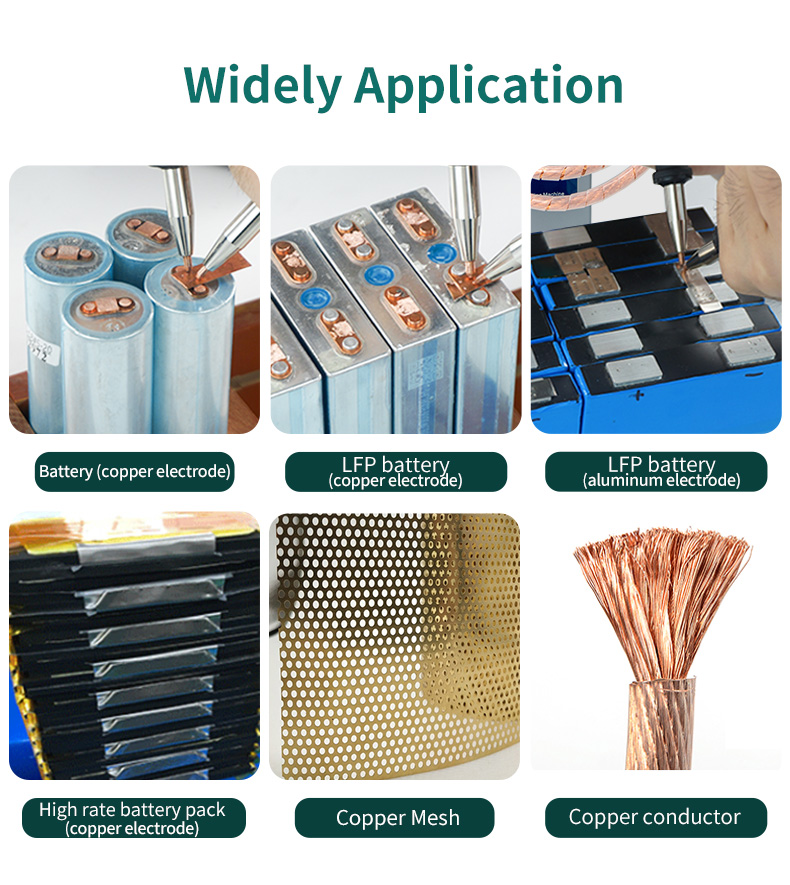
Lugar ng Aplikasyon ng Makinang Pang-spot Welding ng Baterya
- Spot welding ng Lithium iron phosphate battery, Ternary lithium battery, at nickel steel.
- Magtipon o magkumpuni ng mga battery pack at mga portable na pinagkukunan.
- Produksyon ng maliliit na battery pack para sa mga mobile electronic device
- Paghinang ng bateryang lithium polymer, baterya ng cellphone, at proteksiyon na circuit board.
- Mga spot welding leader para sa iba't ibang proyektong metal, tulad ng bakal, hindi kinakalawang na asero, tanso, nickel, molybdenum at titanium.
Makipag-ugnayan sa Amin
Kung mayroon kayong mga intensyon sa pagbili o pangangailangan sa kooperasyon para sa aming mga produkto, huwag mag-atubiling makipag-ugnayan sa amin anumang oras. Ang aming propesyonal na koponan ay nakatuon sa paglilingkod sa inyo, pagsagot sa inyong mga katanungan, at pagbibigay sa inyo ng mga de-kalidad na solusyon.
Jacqueline: jacqueline@heltec-energy.com / +86 185 8375 6538
Nancy: nancy@heltec-energy.com / +86 184 8223 7713